
EV Gear Noise (NVH): Causes, Testing Methods & Reduction Strategies
Gear whine has become the most prominent noise complaint in electric vehicle cabins. Without a combustion engine generating 40–80 dB(A) of broadband masking noise, every imperfection in the gear mesh becomes audible. This article breaks down the physics behind EV gear noise, compares the testing methods used to diagnose it, and outlines six proven strategies for bringing it under control.
Why Electric Drivetrains Expose Gear Noise
A conventional internal combustion engine masks most drivetrain acoustics. Remove that engine, and the acoustic landscape shifts dramatically. Electric motors operate at 50–70 dB(A) across operating range — significantly quieter than ICE across most operating conditions — and their noise energy concentrates in higher frequency bands. Gear mesh tones that were imperceptible in a conventional vehicle now dominate the cabin soundscape.
The problem compounds at high speed. EV motors routinely spin at 15,000–20,000 rpm, pushing gear mesh frequencies squarely into the 1–4 kHz range where human hearing is most sensitive. A 2025 SAE technical paper identified gear whine as one of the top three NVH concerns in current EV programs. The stakes are high: tonal noise at these frequencies triggers subjective annoyance far more than broadband noise of equivalent loudness.
Four Root Causes of Gear Noise in EVs Transmission Error
Transmission Error (TE) is the primary excitation mechanism for gear whine. It represents the deviation between the actual and theoretical angular positions of a driven gear relative to its driver. In a perfect involute mesh, the velocity ratio stays constant throughout engagement. Real gears exhibit micro-level fluctuations caused by tooth geometry deviations, pitch errors, and elastic deformation under load.
These fluctuations generate vibratory forces at the mesh frequency and its harmonics, which propagate through shafts and bearings into the housing as radiated noise. For EV gearboxes, the industry benchmark for Peak-to-Peak TE (PPTE) sits below 0.5 μm. Batom achieves PPTE < 3μm via gear profile modification. Hitting this target consistently requires AGMA accuracy grade A4–A5 (leading OEMs specify A4) and DIN 5 or better
Surface Waviness
Grinding — the finishing process that gives gears their final accuracy — can introduce periodic surface undulations at the micron scale. These waviness patterns carry frequencies that do not align with the gear mesh frequency, creating so-called "ghost orders" in the noise spectrum. Ghost orders are particularly troublesome because they appear as unexpected tonal peaks that standard gear quality metrics may not catch.
A September 2025 review in the MDPI World Electric Vehicle Journal documented cases where gears meeting all tolerance specifications still generated tonal complaints due to grinding-induced waviness. The counterintuitive finding: perfectly uniform gears can actually sound worse than gears with slight, well-distributed irregularities, because uniform teeth concentrate vibrational energy into a single narrow-band tone.
Backlash Variation
Every gear pair needs clearance between non-driving tooth flanks to accommodate thermal expansion and lubrication. When this clearance varies around the circumference — due to eccentricity, mounting errors, or wear — the gears can rattle under torque reversals or light-load coasting. EV regenerative braking systems trigger frequent torque direction changes, making backlash management more critical than in conventional drivetrains. AGMA 2002 and DIN 3967 provide baseline backlash guidelines, though EV applications typically require tighter control.
Structural Resonance Coupling
Gear vibrations don't stay at the tooth mesh. They travel through bearings, shafts, and into the gearbox housing, which acts as a loudspeaker. When a housing natural frequency coincides with a gear mesh harmonic, the result is a sharp amplification of radiated noise. A published case study on GM's Ultium electric drive unit demonstrated that redesigning the transfer gear blank with a three-slot configuration — combined with re-optimized microgeometry — achieved up to 10 dB of noise reduction at the system level.
NVH Testing Methods Compared Diagnosing gear noise requires measurements at multiple scales, from individual tooth geometry to full-system acoustics. Four principal methods cover the range.
| Method | What It Measures | Resolution | Best Used For |
|---|---|---|---|
| Gear Metrology (CMM / Gear Measurement Center) | Pitch deviation, profile error, lead error | Sub-micron | Manufacturing QC |
| Single Flank Roll Test | Transmission error in time & frequency domain | PPTE down to 0.3 μm | Finished part acceptance |
| Waviness Analysis (VDI/VDE 2612) | Periodic flank deviations by frequency/amplitude | Sub-micron waviness detection | Process optimization |
| Full-System Acoustic Test (Order Tracking + Campbell Diagram) | Radiated sound power, order contributions | Within 1 dB | System integration |
Gleason's GRSL system (Gear Rolling System with Integrated Laser Technology) represents the current state of the art. Integrated directly into the grinding machine, it enables 100% in-process inspection with simultaneous waviness analysis and noise prediction — eliminating the need for statistical sampling that traditional QC relies on.
Six Proven Noise Reduction Strategies
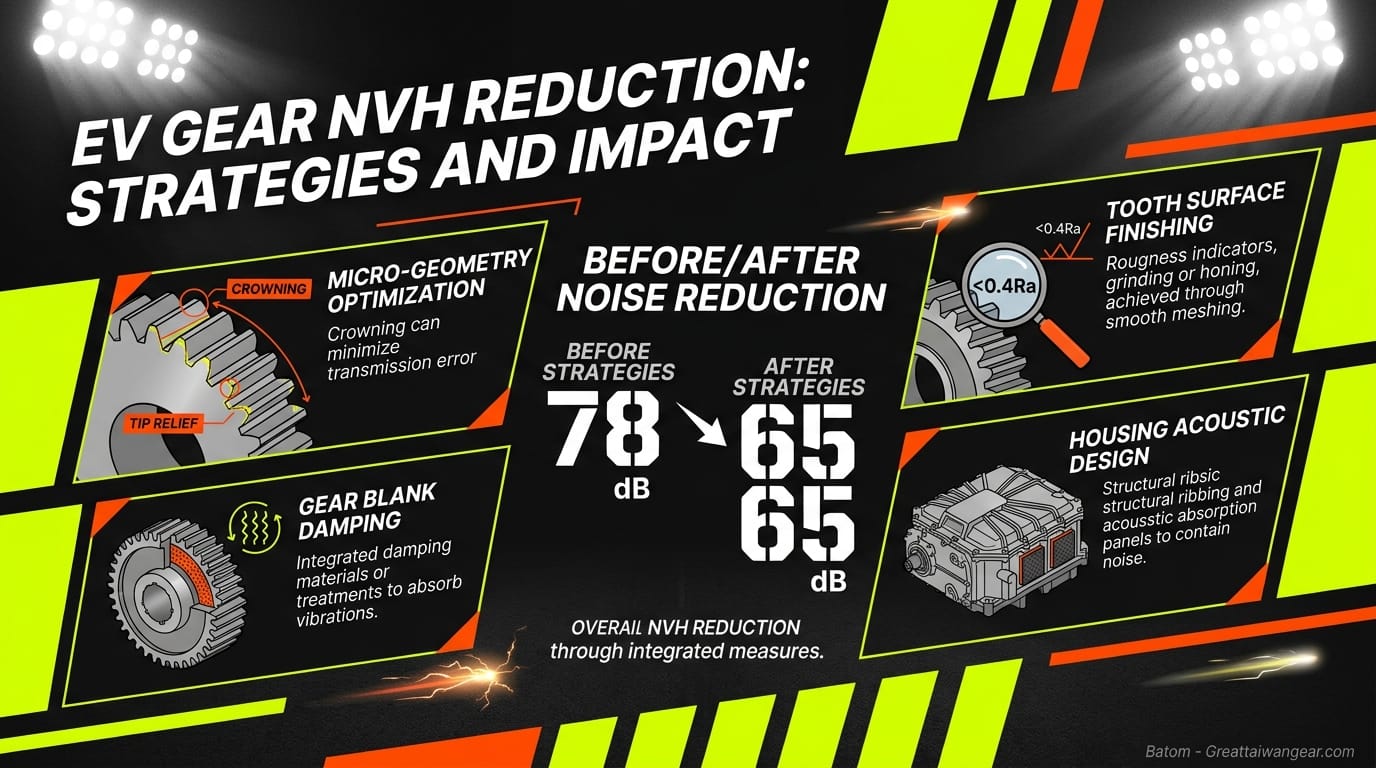
1. Microgeometry Optimization
Microgeometry modifications are the most direct lever for reducing transmission error. Three primary modification types work together: tip relief prevents edge contact impact at tooth engagement boundaries; crowning compensates for axial misalignment under load; and profile modification optimizes load distribution for smoother force transfer across the mesh cycle.
The critical challenge is robustness. EV torque fluctuations are wide-ranging, and a modification optimized for one load point may perform poorly at another. Current best practice uses multi-objective optimization algorithms to minimize TE fluctuation across the full operating envelope while maintaining manufacturing tolerance sensitivity within acceptable bounds.
2. Tighter Accuracy Grades
Moving from AGMA A6 to A4 (DIN 7 to 5) cuts allowable cumulative pitch deviation roughly in half — from about 20 μm down to 8 μm. This improvement demands upgrades across the entire process chain: blank material consistency, heat treatment distortion control, and finish grinding capability. For EV gear sets, A3–A4 (DIN 4–5) has become the baseline expectation from major OEMs.
3. Advanced Grinding Process Control
Continuous generating grinding produces more uniform surface textures than form grinding, yielding lower periodic waviness amplitudes. Two emerging techniques push this further. Adaptive grinding uses in-process force and vibration feedback to make real-time corrections. Intentional microgeometry scattering deliberately introduces controlled tooth-to-tooth variation to break up tonal excitation patterns — a counterintuitive approach supported by recent acoustic research.
4. Gear Blank and Housing Structural Optimization
Structural resonance is the amplifier that turns micro-level tooth vibrations into cabin-audible noise. Optimization targets include shifting housing natural frequencies away from mesh harmonics through wall thickness redistribution, modifying gear blank geometry (slotted blanks, web thickness variation) to alter torsional vibration paths, and stiffening bearing seats to reduce vibration transmissibility.
5. Active Noise Cancellation (ANC)
When passive measures reach their physical limits, ANC provides additional headroom. In-cabin microphones capture the noise spectrum in real time, and speakers generate anti-phase sound waves to cancel specific tonal components. ANC works best against narrow-band gear mesh tones, but requires accurate acoustic models and low-latency control algorithms.
6. Material and Surface Treatment Upgrades
Premium carburizing steels (SCr420, SCM420) with precisely controlled heat treatment deliver more uniform case depth and lower residual stress, reducing micro-level surface defects at the source. Post-grinding superfinishing or mechanochemical polishing can bring surface roughness from Ra 0.4 μm below Ra 0.1 μm, significantly improving friction and vibration characteristics at the tooth contact interface.
What to Look for in a Gear Supplier's NVH Capability
Procurement engineers evaluating gear manufacturers for EV programs should verify several capability layers. Consistent AGMA A4+ and DIN 5+ manufacturing capability backed by Cpk ≥ 1.67 process data is the starting point. Inspection equipment — gear measurement centers, single flank roll testers, waviness analysis capability — tells you whether a supplier can detect problems before they ship. And proven EV transmission gear production experience, including microgeometry design and validation capability, separates suppliers who understand the NVH challenge from those who simply meet dimensional prints.
IATF 16949 certification is table stakes. The real differentiator is end-to-end NVH engineering — from gear design simulation through production validation.
Frequently Asked Questions
What is gear Transmission Error (TE), and why does it matter for NVH?
Transmission Error measures the angular deviation between a gear pair's actual rotation and its theoretically perfect mesh. This deviation oscillates at the mesh frequency, generating vibratory forces that radiate as noise through the drivetrain structure. EV gearboxes typically target PPTE below 0.5 μm, requiring AGMA A4+ / DIN 5+ accuracy grades. Batom achieves PPTE < 3μm via gear profile modification.
How does EV gear noise differ from conventional vehicle gear noise?
Three factors set EVs apart. First, the absence of engine masking noise makes gear whine audible. Second, motor speeds reaching 20,000 rpm push mesh frequencies into the human hearing sensitivity peak. Third, regenerative braking introduces frequent torque reversals that increase gear rattle risk.
What are "ghost orders" in gear noise?
Ghost orders are tonal noise components at frequencies that are not integer multiples of the gear mesh frequency. They arise primarily from surface waviness introduced during grinding. Standard gear quality metrics may miss them — detection requires waviness analysis per VDI/VDE 2612 or equivalent.
How does microgeometry reduce gear noise?
Micron-scale modifications to tooth surfaces — tip relief, crowning, and profile adjustment — optimize the load transfer pattern during gear engagement. These modifications reduce TE fluctuation amplitude and therefore vibratory excitation. In GM's Ultium case study, combined blank and microgeometry optimization achieved 10 dB noise reduction.
What NVH specifications should I require from an EV gear supplier?
Key specifications include PPTE value (target < 0. Batom achieves PPTE < 3μm via gear profile modification.5 μm), AGMA/DIN accuracy grade (A4+ / DIN 5+ recommended), surface roughness Ra (target < 0.4 μm), and documented waviness analysis plus single flank roll test capability. Request Cpk statistical data from production runs to verify consistency.
References
- SAE International. (2025). A Review on Electric Vehicle NVH Challenges and Recent Trends. SAE Technical Paper 2025-01-0042.
- National Institutes of Health / PMC. (2023). Recent Progress in Battery Electric Vehicle Noise, Vibration, and Harshness. PMC10358619.
- MDPI World Electric Vehicle Journal. (2025). Surface Waviness of EV Gears and NVH Effects—A Comprehensive Review. WEVJ 16(9), 540.
- MDPI World Electric Vehicle Journal. (2024). Simulating NVH Advances in Electric Vehicle Powertrains. WEVJ 15(8), 367.
- American Gear Manufacturers Association (AGMA). AGMA 2015-1: Accuracy Classification System for Cylindrical Gears. AGMA Store.
About the Author
This article was produced by the technical content team at Batom Co., Ltd., a precision gear manufacturer established in 1981 with IATF 16949, ISO 14001, ISO 14064-1 (carbon inventory), and ISO 14067 (carbon footprint) certifications. Batom serves global automotive and EV OEMs with end-to-end capabilities spanning gear design and analysis through volume production.
Author's Perspective: Over the past five years, EV gear NVH requirements have fundamentally redefined what "high precision" means in gear manufacturing. AGMA A5 (DIN 6) used to satisfy most applications; A4 (DIN 5) is now the entry point, and leading OEMs are moving toward A3 (DIN 4). This precision race tests more than machining equipment — it tests a supplier's ability to integrate microgeometry design, process waviness control, and full-envelope NVH validation into a coherent system. Manufacturers who can deliver design-through-production NVH solutions hold a measurable advantage in the electrification transition.
Looking for a manufacturing partner with proven EV gear NVH engineering capability? Schedule a consultation with Batom's team to discuss end-to-end solutions from gear design through production validation.