
Gear Heat Treatment Compared: Carburizing vs. Nitriding vs. Induction Hardening
A gear's fatigue life, load capacity, and failure mode trace back to one upstream decision: the hardening process. Carburizing, nitriding, and induction hardening represent the three dominant surface-hardening routes for power-transmission gears, yet each operates under fundamentally different physics, targets different case depths, and suits different production economics. Choosing the wrong process costs more than rework — it shortens service life, inflates scrap rates, and locks engineering teams into avoidable post-machining operations.
This guide breaks down each process by mechanism, achievable properties, distortion behavior, and real-world gear applications so that design engineers and procurement teams can match the right heat treatment to the duty cycle.
How Carburizing Works — and Where It Excels
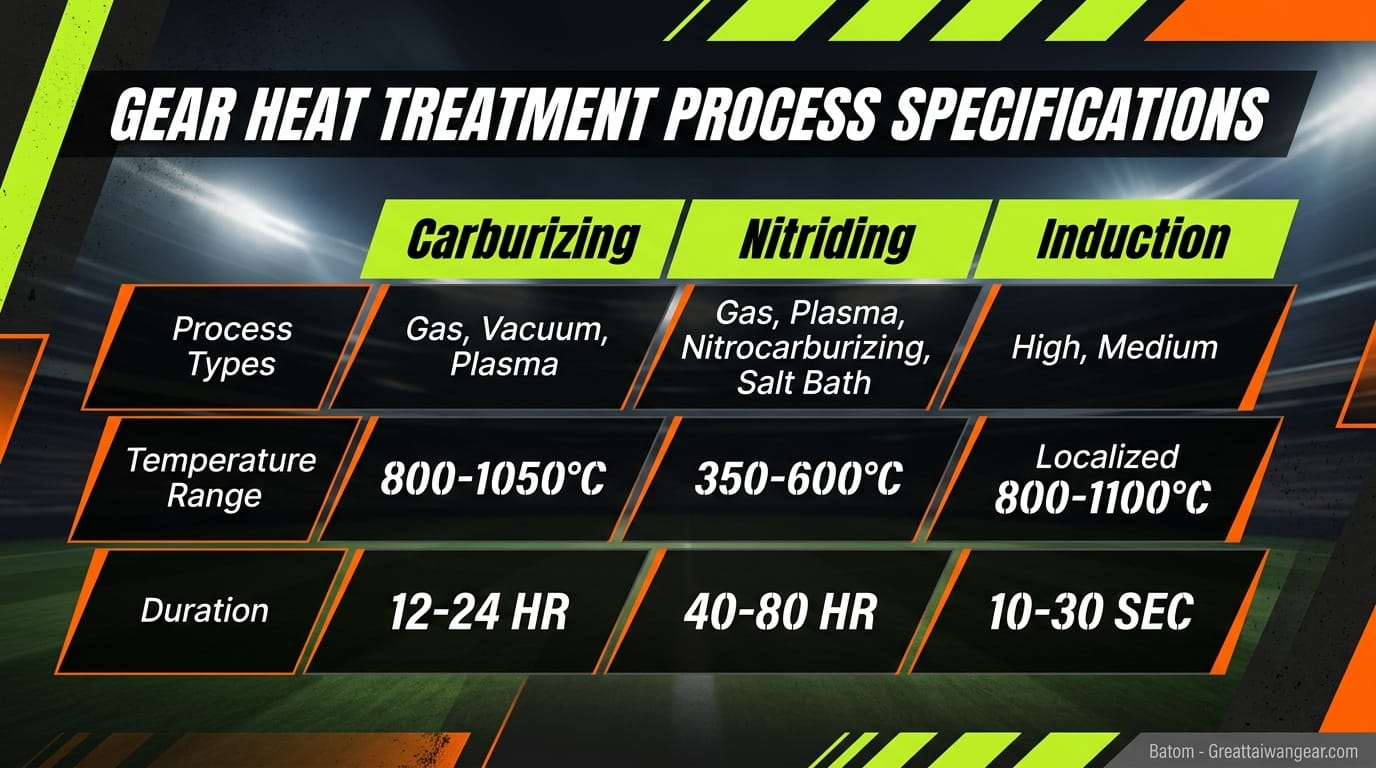
Carburizing diffuses carbon atoms into the surface of low-carbon steel at temperatures between 850°C and 1040°C. Gas carburizing uses an endothermic atmosphere enriched with methane or propane, holding the workpiece at temperature for 12 to 24 hours depending on the target case depth. Vacuum carburizing (low-pressure carburizing, or LPC) operates in a partial-vacuum chamber with pure hydrocarbons, achieving carbon transfer rates significantly higher (10–20×) than atmospheric furnaces. At 1040°C, LPC can cut cycle times by a factor of four to five compared to conventional gas carburizing at 920°C.
The effective case depth — defined at the 0.35% carbon boundary — typically falls between 0.4 mm and 1.5 mm for gear applications. Surface hardness reaches 58–62 HRC, while the low-carbon core reaches 27–43 HRC (toughness optimized per application), preserving the impact toughness that shock-loaded drivetrains demand. This combination of hard surface and tough core is why carburizing remains the default process for automotive transmission gears, heavy-truck differentials, and aerospace landing-gear components. Industry estimates put global carburized-gear production above one billion pieces per year.
The trade-off is distortion. Oil quenching creates non-uniform cooling between thin webs and thick rims, distorting tooth profiles, crowns, and pitch geometry. Post-quench grinding removes 0.1 mm or more of material to restore AGMA quality grades. Grinding represents a major cost in carburized gear production, which has driven the industry toward vacuum carburizing paired with high-pressure gas quenching (HPGQ). Seco/Warwick's 4D quenching technology — multidirectional cooling with part rotation — reduces distortion by approximately 50% compared to batch oil quenching, and single-piece-flow LPC systems now achieve case-depth repeatability of ±0.1 mm versus ±0.3 mm in batch furnaces.
Common carburizing steels include AISI 8620, AISI 4320H, and SCM415/SCM420/SCM440 (JIS equivalents) for automotive applications, AISI 9310 and M50 for aerospace, and S45C/S50C/S53C and AISI 1141 for general industrial gears. Custom material grades are available on request (subject to MOQ). Aerospace programs reference AMS 6265 for 9310 steel, specifying case depth of 0.64–0.90 mm, minimum surface hardness of 58 HRC, and core hardness of 36–41 HRC.
Nitriding: Near-Zero Distortion for Precision Assemblies
Nitriding operates at 500–550°C, well below the austenitizing temperature of steel. No phase transformation occurs, which means no quench step and virtually no dimensional change. Gas nitriding introduces ammonia (NH₃) into a sealed retort and requires 10 to 80 hours depending on target depth. Plasma (ion) nitriding uses a glow discharge in a vacuum chamber to bombard the workpiece with energetic nitrogen ions, offering tighter control over the compound-layer thickness and processing capability customizable per customer material and requirements.
Effective case depths range from 0.1 mm to 0.7 mm — roughly one-third to one-tenth of typical carburizing depths. Despite the thinner case, surface hardness can reach 58–70 HRC because nitrogen forms extremely hard nitride precipitates with chromium, molybdenum, vanadium, and aluminum in the steel matrix. The core retains its pre-nitriding hardness and strength unchanged, since the process temperature sits below any transformation point.
The standout advantage is the "finish-first" production flow. Gears can be machined to final tolerances before nitriding. After treatment, they meet dimensional specifications without grinding. Advanced Heat Treat Corp. reports that gas-nitrided gears with case depths below 0.254 mm (0.010 inch) maintain their original AGMA quality class — a critical benchmark for precision assemblies in aerospace, instrumentation, and auxiliary transfer gearsets.
Compound-layer management is the primary process concern. The epsilon and gamma-prime phases that form at the surface can become brittle when too thick, reducing fatigue resistance. Plasma nitriding controls compound-layer thickness down to a minimum; gas nitriding frequently requires mechanical removal as a secondary step.
Suitable steel grades are medium-carbon alloys with nitride-forming elements: Nitralloy 135M, AISI 4140, AISI 4340, 31CrMoV9, and 38CrMoAl. Parts are typically pre-hardened to 28–32 HRC before nitriding to optimize the final property gradient.
Induction Hardening: Speed, Selectivity, and Scale
Induction hardening heats only the gear surface using high-frequency electromagnetic fields. Eddy currents generated in the workpiece produce Joule heating that raises the tooth surface above the austenitizing temperature in seconds, followed by spray or immersion quenching to form martensite. Penetration depth is governed by frequency: 100–500 kHz targets shallow cases of 0.5–2.0 mm suitable for gear teeth, while 1–10 kHz reaches deeper into large shafts and heavy sections.
Three process variants cover different gear sizes. Spin hardening rotates small-to-medium gears (under 250 mm diameter) inside a stationary coil for uniform heating — the workhorse method for high-volume automotive gears. Progressive scanning moves the coil along a stationary part, enabling hardening of large open gears used in mining, cement, and power-generation equipment. Tooth-by-tooth (contour) hardening targets individual flanks on very large gears, requiring specialized coil geometry and precise positioning.
Surface hardness reaches 58–62 HRC with a characteristic "plateau" profile — hardness remains constant from the surface through the case, then drops sharply at the transition zone. Effective case depths sit between 0.5 mm and 2.0 mm. Cycle time is the decisive economic advantage: heating takes 10 to 30 seconds, and throughput is high (300–600+ gears/hr) depending on size and power configuration.
Induction hardening requires no protective atmosphere, no quench oil, and no fixturing — eliminating three cost centers inherent to carburizing. The process integrates directly into machining lines for true in-line heat treatment. Limitations include the need for medium-carbon base steel (≥0.40% C, typically AISI 4140, 4340, 1045, S45C, S50C, or S53C), custom coil design for each gear geometry, and practical case-depth limits set by induction physics.
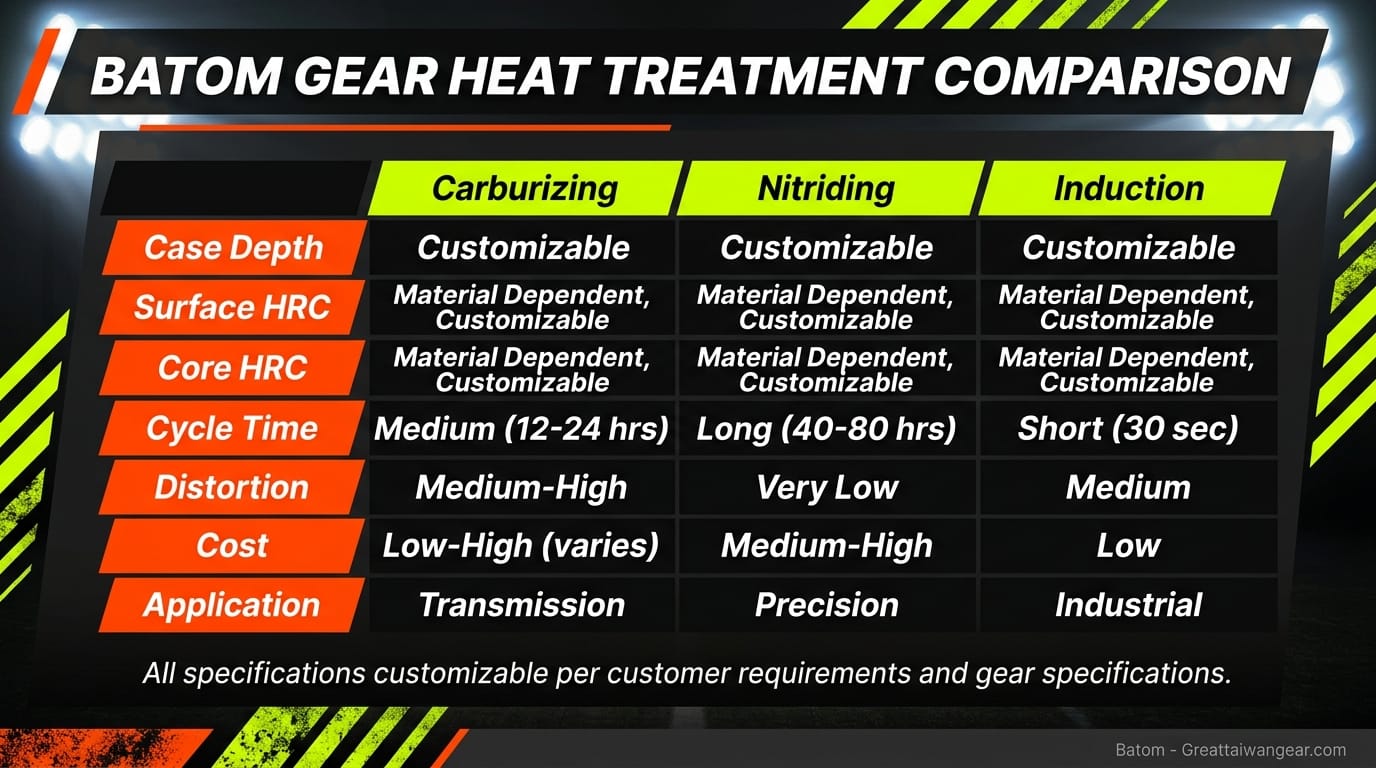
Side-by-Side Process Comparison
| Parameter | Carburizing | Nitriding | Induction Hardening |
|---|---|---|---|
| Process temperature | 850–1040°C | 500–550°C | Localized austenitizing |
| Cycle time | 12–24+ hours | 10–80+ hours | 10–30 seconds |
| Case depth (typical) | 0.4–1.5 mm | 0.1–0.7 mm | 0.5–2.0 mm |
| Surface hardness | 58–62 HRC | 58–70 HRC | 58–62 HRC |
| Distortion level | Moderate–high | Very low | Low–moderate |
| Post-hardening grinding | Required | Not required | Optional |
| Base-steel carbon | ≤0.30% C | 0.30–0.45% C | ≥0.40% C |
| Best for | Heavy-duty, deep case, high volume | Precision, low distortion, aerospace | Large gears, fast cycle, in-line |
| Relative cost per piece | Medium–high | High (long cycle) | Low–medium |
When to Choose Each Process
All specifications customizable per customer requirements & gear specifications.
The selection decision hinges on four variables: required case depth, acceptable distortion, production volume, and cost structure.
Carburizing is the right call when the gear set demands case depths above 1.0 mm, the application involves heavy shock loads, and post-quench grinding is already budgeted. Automotive OEMs processing millions of transmission gears per year absorb grinding costs through volume. Vacuum carburizing with HPGQ narrows the distortion window further, making it the emerging standard for EV high-speed gears where NVH (noise, vibration, harshness) tolerance is tight.
Nitriding wins when dimensional stability outranks everything else. If the gear is already machined to final form and cannot tolerate profile movement, nitriding preserves geometry while delivering surface hardness that matches or exceeds carburizing. Aerospace timing gears, sensor-indexed wheels, and precision auxiliary gearsets are natural fits. The penalty is cycle time — 40 to 80 hours ties up furnace capacity.
Induction hardening makes economic sense for large open gears where carburizing furnaces cannot accommodate the part size, and for mid-volume production where fast cycle time drives per-piece cost below alternatives. It also suits applications where only the tooth flanks need hardening — the rest of the gear body remains in its pre-treatment state.
Industry Trends Shaping the Next Decade
Three developments are reshaping the competitive landscape. Vacuum carburizing adoption is accelerating in EV drivetrain programs because LPC plus HPGQ delivers tighter case-depth tolerances (±0.1 mm), eliminates intergranular oxidation, and enables single-piece-flow processing compatible with just-in-time manufacturing. Plasma nitriding is expanding into larger chamber sizes — systems now process gears nearly four meters in diameter — driven by wind-energy and marine propulsion demands. Dual-pulse induction hardening (DPIH) significantly reduces the carburizing workflow (70–85%) using a single-frequency, dual-power-level approach in one setup, with reported cost savings of 20–30% for qualifying applications.
These advances do not invalidate existing processes. They widen the selection space, giving gear designers more options to optimize weight, cost, and performance simultaneously.
References
- ASM International — Heat Treatment of Gears: A Practical Guide for Engineers
- SAE International / AGMA 923-B05 — Metallurgical Specifications for Steel Gearing
- Seco/Warwick — Single-Piece High-Volume Low-Distortion Case Hardening
- Advanced Heat Treat Corp. — Comparing Carburizing, Ion Nitriding & Gas Nitriding for Gears
- Heat Treat Today — Comparative Study of Carburizing vs. Induction Hardening
Author's Perspective
Heat treatment selection is often the least reversible decision in a gear program. Once the steel grade is specified and the blank geometry is designed around a target case depth, switching processes mid-program means re-qualifying the entire drivetrain. At Batom, we work with customers to align heat treatment choices with both the mechanical duty cycle and the production economics before the first blank is cut — because the cheapest rework is the one that never happens.
Batom Co., Ltd. — Marketing Department
Ready to evaluate heat treatment options for your next gear program? Schedule a consultation with Batom's engineering team to match the right process to your application requirements.
Frequently Asked Questions
Q: What is the hardest gear heat treatment process? A: Nitriding achieves the highest surface hardness among the three processes, reaching 58–70 HRC compared to 58–62 HRC for carburizing and induction hardening. The extreme hardness comes from nitrogen forming hard nitride precipitates with chromium, molybdenum, and aluminum in the steel matrix.
Q: Which heat treatment causes the least gear distortion? A: Nitriding produces virtually zero distortion because it operates at 500–550°C — well below the steel's phase-transformation temperature — and requires no quenching step. Gears can be machined to final tolerances before nitriding and used without post-hardening grinding.
Q: Can you carburize medium-carbon steel? A: Carburizing is designed for low-carbon steels (≤0.30% C) because the process diffuses additional carbon into the surface. Medium-carbon steels (0.35–0.50% C) already contain enough carbon for direct hardening and are better suited to nitriding or induction hardening.
Q: How deep is the hardened layer in induction hardening? A: Induction hardening typically produces an effective case depth of 0.5–2.0 mm for gear applications. Depth is controlled by electromagnetic frequency — higher frequencies (100–500 kHz) produce shallower cases for tooth profiles, while lower frequencies (1–10 kHz) reach deeper into shafts and heavy sections.
Q: Is carburizing or nitriding better for aerospace gears? A: Both are used in aerospace. Carburizing (typically with AISI 9310 or M50 steel per AMS 6265 / AMS 6491) provides deep case depths and high core toughness for landing-gear and power-transmission gears. Nitriding suits precision aerospace gears where dimensional stability is critical and case depths below 0.7 mm are acceptable.